![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
Research on the technology of film weld reservation
Text / Zhang Guoxing
The impact of metal packaging and printing iron industry on the environment and food safety has been paid more and more attention and attention. Many countries and professional manufacturers in the world have developed and introduced various patents and products of coated iron, but the United States is short of The coated iron has not been applied to the welding edge sewing technology and is limited to the production of two stamping cans.

In 2003, China Jiangyin Ruixing Technology Co., Ltd. completed the development and patented the reserved welded edge-coated iron.



Over the years, we have used this technology to manufacture billions of various three-piece cans. In particular, we have continuously built more than 20 coated iron production lines in southern China, and achieved obvious economic and social benefits.



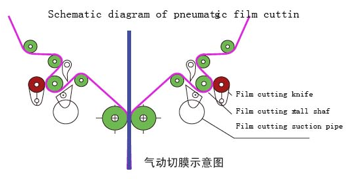
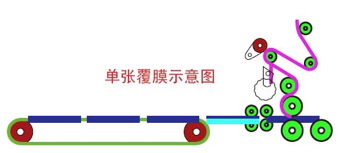
First, the method of achieving the reserved edge film production 1
Roll continuous continuous longitudinal weld seam
Some products that require less material stretching and larger batch sizes can be used in this way. Because of the high production speed and high output, the temperature can reach 80 m / min. The method is to pass the film and the material before the lamination. The group air pressure knife cuts the film 4~5mm, and the cut film is sucked away by high-speed airflow, and then pressed to realize the longitudinal reserved weld.

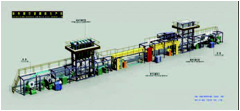
Leave film production line
Second, the method of achieving the reserved edge film production 2
In the process of making three-piece cans, some varieties need to be laterally expanded, and there are products with tensile direction requirements and small batch sizes, which are suitable for single-layer laminating machine to realize horizontal reserved welding. Seam. The device controls a single sheet of material to correspond to the color code of the film through a plurality of photoelectric switches and a set of electrical systems to operate synchronously, and the method for removing the waste film is the same as the continuous roll-to-roll film removal. The method can reserve welding seams in any direction of the sheet material, but the yield is low, and heat energy recovery is difficult.
Third, the choice of bonding method
There are currently two methods for film and sheet metal joining:
1, adhesive bonding
2. It is a direct fusion of hot melt film
At present, the first method can be used to produce some small batches of low-speed and non-reserved weld edges, and there is also a small amount of solvent discharge; the hot-melt film is heated to a certain temperature to produce adhesion, and the production is reserved. It can completely achieve clean and high-speed production.
Fourth, the choice of film
1, small thermal deformation
2, then the surface polarity is strong
3, the surface is smooth, wear-resistant
4, the elongation rate is large
5, with UV light solid ink, varnish affinity
6, good barrier properties
7. Select a film that is in contact with food safety resins and additives.

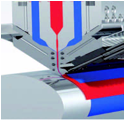
Co-extruded film schematic
Fifth, the choice of printing equipment
The film suitable for lamination generally has low tensile strength, and the printing equipment should use LED cold light-solid rotary full servo flexographic printing film equipment to achieve zero discharge with the laminating equipment.

The world today has entered an era of energy conservation, low carbon and zero emissions, which is very important for our three-piece can coating technology in the metal packaging industry.
Living Room Arm Chairs,Purple Accent Chair,Living Room Couch Sets,Livingroom Sets
Foshan City Misirui Furniture Co., Limited , https://www.misiruifurniture.com