![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
Last month at the "Golden Forum" I talked about the dynamic balance of concentration, that is, as the operation time increases, the concentration of the adhesive or ink will increase, thus affecting the amount of coating. Today's color printing plants that produce flexible packaging are particularly concerned about residual solvents. Many domestic manufacturers are equipped with gas chromatographs one after another, but they are often used to sample finished products. They are not aware that gas chromatography is used to monitor and evaluate production processes. Even after testing the printing and compounding film that had just been removed from the machine, wait for the normal speed of the equipment, balance the paint concentration before sampling and testing, and then record a more reliable process. In order to stabilize the concentration as soon as possible, we advocate the use of automatic viscosity controllers.
Viscosity automatic controller regulates the viscosity of the ink in the ink pump barrel, and the solvent evaporation process is mainly performed in the ink tray (this article does not discuss the evaporation or drying of the ink or adhesive after printing or compounding), so the viscosity in the ink pump barrel is not equal. The viscosity of the ink in the ink tray. In theory, the infinite flow of the ink pump may make the two of the same viscosity. We generally measure the viscosity in the ink pump tank and then relate it to the coating amount to get the empirical data of the viscosity-coating amount, but the ink pump's flow rate is a variable factor. Although the viscosity in the ink pump tank is not the true viscosity of the ink transfer, the ink pump tank is isolated from the ink of the ink tray, and the viscosity fluctuation caused by the addition of the solvent and the new ink is mostly absorbed, which is important for stabilizing the coating amount. The role. Solvent evaporation not only changes the solid content of the ink, but also changes the composition of the solvent. The direction of change is the enrichment of the high boiling point solvent.
The following mainly discusses the enrichment of benzene solvents. Gravure ink is divided into benzene and benzene-free two. BOPP inks generally contain benzene solvents. The reason is that there are few adhesion materials for polypropylene films, and good adhesion materials are benzene-soluble, such as chlorinated PP. BOPP is the most commonly used printing film. Although the price of PET film tends to be close to BOPP at present, polyurethane type ink is relatively expensive, so people choose chlorinated PP ink to print BOPP film. Polyurethane inks also contain mostly benzene solvents. The printability of benzene-free inks is not always satisfactory. Therefore, during the use of gravure inks, the solvent components change due to different volatilization patterns, especially for benzene solvents. Enrichment, this is our focus on the subject.
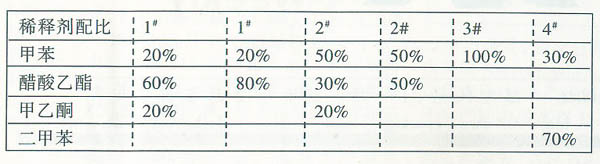
Summer is a common season for slow-drying (high-boiling) solvents. In order to achieve a satisfactory printing effect, we have to use solvents such as xylene when the printing speed cannot be improved. BOPP ink diluent formula see the table.
1* Solvent has the fastest evaporation speed and 4* is the slowest. It can be selected according to the temperature and printing speed. Here is an example of a process: When the temperature is 28°C, a toluene:xylene 7:3 diluent ratio is used for high-level transfer of the dots in the high-profile part, and the volatilization rate is faster than 4# and slightly slower than 3*. Use the above diluent to adjust the ink and print on the Zahn 3* cup after 17 seconds to 18 seconds. There are methyl ethyl ketone (MEK) in the BOPP ink component, and isopropyl alcohol is also added to the original yellow color. The solvent composition of the ink after the diluent is formulated is more complicated, and the volatility of this mixed solvent is very different from that of a single solvent.
First, the evaporation rate of the mixed solvent is greater than the evaporation rate of any one of the solvents.
Second, the evaporation rates of various solvents cause different changes in the composition ratio of the mixed solvent. Once this change occurs, it will be irreversibly accelerated.
The evaporation rate of various solvents is also affected by the ratio of the solvent itself in the mixed solvent.
Therefore, it is still difficult to describe their volatilization patterns. Figure 1 and Figure 2 illustrate the two evaporation rates.
Air Column Milk Packaging,Air-Column Bags,Baby Milk Powder Packaging
Air Column Bag,Air Column Milk Packaging Co., Ltd. , http://www.air-columnbag.com