![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
The characteristics of the groove shape and the formation of the crimping structure
Li Guixiang
In the normal curling process of the running speed and the starting speed of the crimping member, the groove shape of the reel is the key part for determining the formation of the beading structure. For the beading of different structural shapes, different groove characteristics can be used. Roller winding is achieved. The groove shape of the reel which curls the curling edge is determined to be reasonable, and directly affects the roller adjustment and the formation of the curling structure during the crimping operation. In the case of basic hemming conditions, he also plays a decisive role in the quality of the hemming. Therefore, the discussion of the trough-shaped feature development system of the main working part of the reel has important practical significance for realizing the ideal hemming structure.
First, the basic elements of the reel shape
On a normal reel, the trough-shaped elements that act as curls or mainly curl are composed of different positions, unequal curvatures, different effects, and smooth transitions of different kinds of curves. These lines, joints, connecting arcs, and smooth over-joining of the connected arcs (curves) at different relative positions form a complete groove profile. At the same time, a certain groove width, groove depth and groove-shaped cross-sectional space are formed to form a complete groove shape. However, these connection points, the smooth transition of the connecting arc and the connected arc, are determined by the radius of the connecting arc and the connected arc and the center position and the center line or its extension. Therefore, when studying the basic elements of the reel shape, it can be discussed from two major aspects: one is the trough-shaped contour elements, they take the role of directly determining or "controlling" the formation of the hemming structure; It is about the size and position of the elements, usually called the geometric parameters of the trough, which mainly play the role of determining the contour of the trough. The roles and natures of the two are different, but they have inherent dependencies. Generally, the parameters determine the shape of the groove, and the shape of the groove determines the curl. The relationship between the parameters and the slot type is shown in Figure 1. To have a comprehensive understanding of the trough, you must start by understanding these different basic elements.

Figure 1 Relationship between parameters and groove profile
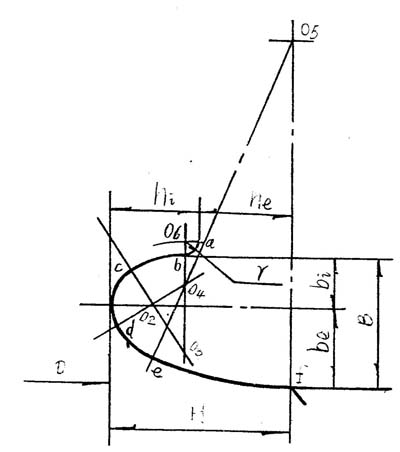
Figure 2 Name icon of the main trough element
In order to facilitate the study, the main trough elements must be given corresponding names for the expression of the content. The main trough elements are shown in Figure 2. Now they are called as follows: l, said fe is the secondary help curve; 2, called ed as the main help curve; 3, called dc main curve; 4, called cb is the secondary curve; 5, said ba is excessive Connect the arc; the corresponding radius r is called the radius of the over-connected arc, O6 is called the connection center; 6, the 02, 03, 04, 05, 06 is the "connected or connected center, from the center to the corresponding arc The length is called the radius of the arc connected or connected; 7, respectively, bi and be are the upper half width and the lower half width; 8, B is the groove width; 9, respectively, hi and he are the upper half groove depth And the bottom half of the groove is deep; 10, said H is the groove depth, 11, D is called the tip diameter.
Generally speaking, on a conventional reel, the composition of the basic spoke profile elements that play the main curling action is arranged in primary and secondary order, including: 1. main volume curve; 2. secondary winding curve: 3, auxiliary winding curve, Usually consists of a main auxiliary winding curve and a secondary auxiliary winding curve connection; 4, the groove width B, usually composed of the upper half groove width bi and the lower half groove width be; 5, the groove depth H, usually from the upper half groove depth hi and Semi-groove edge depth he composition: 6, excessive curve, generally replaced by a connecting arc of radius r; 7, other, mainly refers to the connection point, the connection center and the bottom diameter of the groove.
In addition to the main line shape in 6, the other line shapes and the change of points at various positions are used to control the groove shape. Therefore, they should be reasonably understood as the "auxiliary" elements of the wheel groove, and it is not necessary to list the effect of the shape characteristics of the groove on the formation of the bead structure.
Second, the formal role and nature of trough elements
In order to design the groove shape of the reel more reasonably, it is necessary to make a comprehensive understanding of the basic form of the shape of the groove and the function and properties of the parameters, so as to better grasp the basic characteristics and components of the entire groove shape. The basic relationship of the parameters can also be reasonably selected and adjusted to obtain a relatively reasonable reel shape.
1. The formal role and nature of the main volume curve
The form of the main volume curve generally takes the arc curve as the best curve. Because the curled part is required to curl in the same direction, it can subdue the material to achieve a certain elastic plastic deformation, and it is easy to obtain the predetermined structure and the curling effect of the curling: its function is to mainly curl the curling member. effect. The radius of the arc radius is closely related to the groove width and the groove depth. If necessary, other curves can be used instead, but the curling effect is always good without the arc curve. When using a circular curve as the main volume curve, there are such basic properties:
(l) It is the most important determinant of the entire groove profile. The internal structure of the bead has an important relationship with the curvature of the arc and the relative position of the groove. Once the radius and center position of the primary arc are determined, the basic shape of the entire groove is determined. He is an important factor in determining the shape of the trough.
(2) When the entire groove curve is composed of arc curves with different curvatures. The arc length of the main volume curve must be greater than the arc length of the subvolume curve, but must be smaller than the arc length of the main coil curve. These three arcs must be smoothly over-joined, which is the basic relationship criterion for determining the three arcs.
(3) In the process of forming a barrel, it is common to twist two equal thickness blanks together. Therefore, in the design of the wheel groove, it is required that the center of the main arc should always fall on the center circle of the crimping structure with a diameter of 1.3 m to 1.5 times, as shown in Fig. 3. This is because the center of the crimping structure should have a certain sealant storage gap, and there should be a certain slip gap between the coils during the formation of the crimp. And the radius of the main coil arc should be equal to or less than 2.5 times the thickness of the coil, that is, R ≤ 2.5 δ. It is also possible to implement multiple crimping when the two-layer blanks are overlapped.
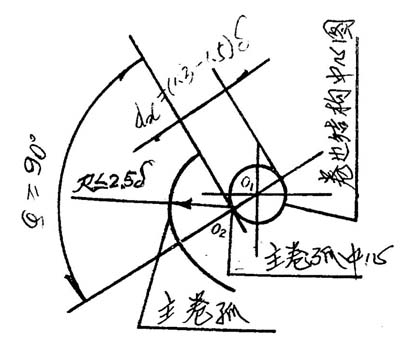
Figure 3 Relationship between the center diagram of the crimping structure and the center of the main volume arc
(4) The central angle of the corresponding main arc should be made larger than the central angle occupied by the secondary and main auxiliary arcs, which is β main > β times > β assist. At the same time, it is required that the β main should be greater than or equal to 90°, and the β and β assists should be less than 60°.
(5) The relationship between the main coil arc and the entire slot width is direct: in the case where the radius, arc length and center position of the main coil arc are fixed, the groove width is appropriately changed to obtain a significantly different crimping structure and the curling effect. Especially for the upper half groove width and the upper half groove depth is decisive. When the radius of the main coil arc, the arc length and the position of the center of the circle are determined, the upper half groove width and the upper half groove depth are basically determined.
2. The formal role and nature of the secondary volume curve
The secondary curve is generally in the form of a circular arc curve. If necessary, a hyperbola, a spiral, an involute, an elliptic curve, a straight line, or the like can be used. It mainly plays a secondary role on the curling. Regardless of which curve is used as the secondary curve, there is such a property:
(l) The radius of curvature cannot be smaller than the radius of curvature of the main roll curve, that is, the curvature of the secondary roll curve cannot be smaller than the curvature of the main roll curve, otherwise it will become a resistance curve that seriously hinders the curl forming, and is not advantageous for curling. And the surface quality of the contact between the wound member and the wheel groove is impaired; the curling property of the rolled material is poor, and the winding force is increased. Throughout the entire hemming process, due to its existence, there is a possibility of shrinkage and a package.
(2) The radius of curvature of the utility sub-volume curve may be slightly larger than the radius of curvature of the main roll curve, that is, the curvature of the secondary roll curve is slightly larger than the curvature of the main roll curve, and the radius of the secondary crimp rate is usually about twice the radius of the main crimp rate. The aim is to theoretically avoid the formation of a resistive secondary winding line or curve of line contact or surface contact. However, the curvature should not be too large. When it is straight, there are two possible properties: a secondary winding line that may still be reasonable, or a resistance winding line that obstructs or severely blocks the curling. This is similar to the case where the arc is used as the secondary curve, and has different curling effects depending on the groove width, as shown in FIG.
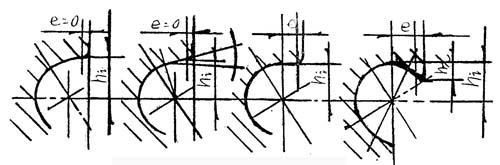
1. When e is o, the inner side of the secondary winding section is in turn or point contact, and the curling edge is also optimal in fluidity. 2. When e is greater than o, the inner wheel of the secondary winding section is in contact with the line or the surface, and the fluidity of the crimping edge is poor. As the value of e increases, the fluidity is worse, and the curling resistance is significantly increased. The quality of the edge surface is severely impaired.
Figure 4 Effect of the difference of the secondary curve on the fluidity of the crimp
3. The role and nature of the help curve
The form of the auxiliary curve is generally composed of two arc curves or a non-circular curve. When two arcs are used, the section connected to the arc of the main volume is usually called the main helper curve. The roles and properties of the two curves in the hemming process are completely different, sometimes The helper curve is called the guide portion of the wheel groove. Since the coiled piece requires non-equal curvature curling in this section, and if necessary, it can also be equal curvature curling, so the curve is more widely selected, and may be composed of two arcs of smooth curvature and over-joining, or other The non-circular curve is composed of, if necessary, a segment of an arc and a tangent. It should be determined by the specific crimping conditions and the crimping structure. If it is properly selected, it will have a good effect of assisting the volume, which will facilitate the smooth progress of the whole crimping process; if it is not properly selected, it will have a negative effect on the curling, which will bring difficulties and problems to the crimping process. It is not possible to obtain a better crimping structure. The design of the main helper curve is reasonable or not. It is decided whether the grooved roller can be used to carry out the key part of the liquidity curl again. The reason why it is called the help roll is relative to the main roll, it is still a An important part of the ingot that is inseparable.
When two arc curves with unequal curvatures are used as the helper curve, there are such basic properties:
(l) Within the entire roll section, the rolled blank appears to be small to produce a large curl strain effect. The signs of strain are not very obvious.
(2) The main helper curve can be flexible and varied, and should generally depend on the external shape of the curl. It has little effect on the internal structure of the crimping, and it is impossible to take a decisive role, but it plays a decisive role in the shape of the entire crimping structure.
(3) The curvature of the secondary roll curve is generally the smallest in the groove curve, mainly for guiding the positioning of the curling edge, and at the same time, the contact area between the portion to be rolled and the roller is increased by the change of the curve and the curvature or It is reduced. When the contact area is increased, it is easy to increase the strength of the portion to be wound; when the contact area is reduced, it is easy to weaken the strength of the portion to be wound. In the process of curling with normal deformation speed, as the thickness of the material to be rolled changes, it is often necessary to change the size of the contact area or change the strength of the portion to be rolled to achieve the weight of the auxiliary roll.
4, the role and nature of the groove width
The groove width is generally expressed in the form of a central cutting plane of the roller, and is expressed in the form of a maximum vertical distance in the direction of the wheel axis of the two points of the notch, if necessary, by a vertical distance between two parallel lines which can reflect the groove width. Get reflected. Its function is to facilitate the determination of the relative correct position of the slot to the main coil in the direction of the axle, and is also an important geometric parameter for determining the entire slot shape. Whether using dots or lines to determine the groove width, it is an important factor in determining the size of the upper and lower ports and the trough shape of the trough. It is also a key factor in determining the overall shape of the trough. The basic properties of the slot width are:
(l) The groove width is determined by the material thickness of the material to be wound, the type of the crimp, the type of structure, and the thickness of the basic roll. Different crimping types, structural types and wound thicknesses should have different reel widths.
(2) The groove width is one of the key factors determining the groove shape. It is closely related to the radius of the half groove depth, the main volume arc, the secondary coil and the main coil. When designing the groove shape, it must be taken care of.
(3) The groove width is one of the important parameters determining the cross-sectional area of ​​the groove. The groove width, the groove depth and the curvature of the groove line are the three major factors that determine the cross-sectional area of ​​the groove. However, the groove width plays a decisive role in determining whether the crimping is reliable or not. When the groove shape is wide, the obtained crimped internal structure may not be strict, but the appearance quality of the curled edge is ideal. In the design of the wheel groove, the reasonable determination of the groove width must be based on the internal and external quality of the crimping edge. Too wide and too narrow will have adverse consequences for the crimping.
(4) The groove width is changed to the beading as the crimping process changes. If the roller structure is designed as shown in Figure 5. As the crimping process continues or the crimping structure is formed, the roller groove width can be increased from the minimum width to the set adjustment width under the action of the axial elastic force, and the curling effect will be better. Not only can multiple layers of multiple beading be achieved, but also the curling of larger diameters is less prone to wrinkling. The method of designing the groove width to be crimped by the device that changes with the crimping process is an important way to improve the quality of the hemming and simplify the hemming procedure.

Figure 5 Device with the change of the groove width as the crimping process changes
5. The role and nature of the groove depth
The groove depth is usually expressed as a distance. It means that a vertical distance measured radially between the points along the slot to the bottom of the groove (relative to the center of the roller) is determined in the center cutting plane of the roller. Since there are usually two upper and lower notches on the roller, there are two general groove depths. The upper half groove depth and the lower half groove depth are usually referred to as hl and H, respectively. As shown in Figure 6. Its function is to determine the relative correct position of the main coil arc to the notch, which is an important geometric parameter to determine whether the entire groove shape is reasonable. The groove depth has the following properties:

Figure 6 shows the relationship between groove width and depth and groove line curvature
(1) The depth of the upper half groove is limited by the thickness of the crimping structure and the thickness of the wound layer. For example, the hi-like of the 7-layer round-side reel should not be greater than 6 times the thickness of the rolled material, that is, hi≤6δ. At the same time, it is also an important geometric parameter to determine the yield of the secondary volume curve. For the curling of a certain characteristic, the curvature of the secondary winding curve is mainly determined by hi and bi, as shown in Fig. 6.
(2) The lower half groove depth H usually consists of the upper half groove depth hi and the lower half groove edge depth he, which is H=he+hi. Generally not limited by the thickness of the crimping layer, but only by the length of the crimping structure and its corresponding winding layer, but not very strict. In reality, in order to facilitate the specification calculation, it is also expressed by the multiple relationship of the material thickness. For example, the H of the 7-layer round-side reel should not be greater than the 14.688 times of the thick-rolled fishing, which is H≤14.688. At the same time, it is still determined that the curve of the help roll curve is curled, and the curvature of the roll curve is mainly determined by H and be. When the depth of the lower half groove and the curvature of the main roll curve are constant, as the groove width increases, the curvature of the roll curve will increase, and conversely, as the groove width decreases, the curvature of the roll curve will decrease. small. When the groove width B and the main crimp rate are constant, as the groove depth H increases, the curvature of the roll curve will decrease. Conversely, as the groove depth is 6f, the curvature of the roll curve will increase. Big. As shown in Figure 6. And the groove depth H and the curvature of the roll curve are relative to a certain material, material thickness, and wheel speed. It is the two major factors that determine whether the wheel groove is prone to curling. This feature must be emphasized when designing the wheel groove.
(3) The groove depth is one of the parameters that determine the size of the truncated cross-sectional area. Among the three factors that determine the size of the trough-shaped cross-sectional area, the groove width, the groove depth, and the curvature of the groove line, it seems that no other two elements are important. However, this is relative to its selectivity for the effect of crimping. The main function is the depth of the upper half. The trough-shaped cross-sectional area acting on the bead generally refers to the area of ​​the upper notch projected on the lower groove line and the area enclosed by the partial groove line, as shown in FIG. It is certain that he has little influence on the tightness of the curling. It is generally determined according to the curling structure, and there is no more choice. For the 7-layer round bead, the upper half groove depth can be made smaller relative to the reel, and generally should not be greater than 6 times the material thickness, that is, hi≤6δ.

Figure 7 Schematic diagram of the slot opening
6. The role and nature of the excessive curve
The excessive curve on the reel usually means that the cloth is at the upper half of the notch and is determined in the form of a connecting arc of radius Y. Sometimes you can replace it with a chamfered straight line, but there is always no connection arc over ideal. The presence or absence of the connecting arc and the radius of the connecting arc play a certain role in whether the curling can be smoothly performed and the quality of the curling edge. In the specific wheel making process, the radius of the connecting arc should be properly determined. The effect and nature of the excessive arc are directly related to the radius of the excessive arc:
(1) When the upper slot has no excessive arc or the radius of the excessive arc is small, it is easy to cut or scratch the surface of the rolled sheet during the curling process, leaving marks on the curling ring. In severe cases, in the process of curling, it will splash out the line-like chips, resulting in poor quality of the rolled surface. If the operator is careless, it is possible to stab the hand. Seriously affect the quality of the carcass appearance of the curl.
(2) If the radius of the excessive arc is over-fired, the length of the secondary arc will be shortened and the width of the upper half of the slot will be excessively enlarged, causing the shape of the groove to change. Thereby, the curling effect of the main winding curve is greatly reduced, and the quality of the internal structure of the crimping is seriously affected. Therefore, the radius of the excessive arc must be just right. Generally, Y = (0.5-1) δ is relatively more reasonable.
7, other
Other wheel groove elements and groove elements are mainly related to: connection point, connection center... and groove bottom diameter. Among them, the influence on the forming effect of the groove shape is the diameter of the groove bottom, and it is necessary to make an understanding and discussion. as shown in picture 2. The form and nature of the diameter D of the groove bottom are:
The diameter of the bottom of the groove is usually determined by a certain size of the measurement in the plane of the center of the lowest point of the groove bottom. On the surface, the diameter of the groove bottom is irrelevant to the curling action of the groove shape of the roller, but in essence it is an important parameter capable of comprehensively reflecting the ability of the groove to be crimped. In the case where the groove width, the groove depth, the groove shape, and the curve are constant, the diameter of the groove bottom plays a decisive role in the magnitude of the curl resistance.
The effect of the diameter of the groove bottom has two aspects: First, it is used to determine the overall structural size of the roller. Whether it is the size of the entire roller shape or the determination of the bearing position structure, it is closely related to the diameter of the groove bottom. The second is to comprehensively reflect the measurement of the entire groove shape ability. Under the conditions of the running speed of the crimping member and the feed speed of the roller, the feed force and the groove shape. The smaller the diameter of the bottom of the groove, the more the degree of deformation of the curling pair is, and the more easily the curling is achieved. On the contrary, the larger the diameter of the bottom of the groove, the less the degree of deformation at the time of curling, and the curling is difficult to achieve the rigidity. Therefore, the diameter of the bottom of the groove is as small as possible, and the curling is easy, without affecting the strength and structure of the roller. On the contrary, as the diameter of the bottom of the groove increases, the curling resistance will increase significantly, and the curling effect is not good.
Third, the conclusion
In short, when discussing the characteristics of the groove shape and the formation of the bead structure, it is necessary to grasp the objective rule of the form of the groove structure by effectively controlling the shape of the groove according to the shape of the groove. . Combined with the repeated practice of the test paper profile, the formation relationship between the groove profile element and the crimping structure can be grasped, so as to guide the design, fabrication, installation and adjustment of the roller, and provide a reliable theoretical basis for finally obtaining a satisfactory crimping structure.
The striped thigh knee socks are the perfect complement to your favorite skirts or shorts, suitable for most occasions in your daily life, it is also a perfect gift for yourself, lover or friends.
Leg Warmers For Women,Girls Leg Warmers,Knitted Leg Warmers,Women'S Leg Warmers
Beauty-palast Co., Ltd , https://www.beauty-palast.com