![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
Analysis of the seven-layer crimping process for metal barrels (2)
Wuhan Metal Container Second Factory Wang Lin
Three or seven layers of crimping process
Figure 10 shows the forming process of the seven-layer crimp of the shape of Figure 1. Figure a is the original situation of the barrel and the bottom of the barrel (top of the barrel) before the hemming. Figures b-c are diagrams showing the pre-rolling of the bottom of the tub (top of the tub) when the first press roller, i.e., the pre-rolling roller, gradually moves toward the center of the bottom of the tub (top of the tub). Figures d to g show the case where the second pressure roller is gradually rolled toward the center of the metal drum. Figures h to i show the deformation of the third press roll when the seven-layer crimping is completed, and Figure i shows the structural state of the formed seven-layer crimp.
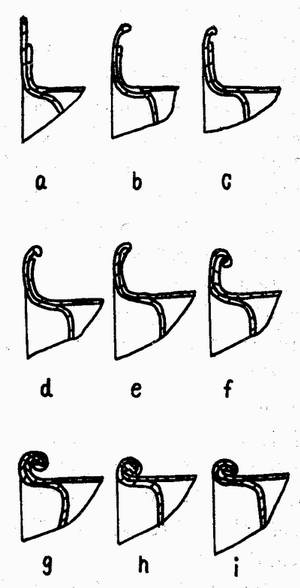
Figure 10 Seven-layer crimp forming process
The forming process of the seven-layer crimping of the metal barrel is carried out except that a few barrel mills are equipped with three pressure rollers on the sealing machine. Too many barrel factories are carried out on the two special barreling machines of the pre-roller and the sealing machine. Because the latter is faster than the former, it is easier to control the quality of the seven-layer crimping, and the pre-rolling can extend the service life of the second press of the seven-layer crimping, that is, the head roller on the sealing machine by about 6 times. . In the general barrel factory, the first pressure roller, that is, the pre-rolling roller, is installed on the pre-roller to complete the pre-roll deformation of the semi-finished product at the bottom of the barrel, and the second pressure roller and the third road are installed on the sealing machine. The pressure roller is used to complete the deformation of the seven layers of the barrel body and the bottom of the barrel and the top of the barrel.
The influencing factors of the four and seven layers of crimping and the determination of the main relevant dimensions
The forming quality of the seven-layer crimping and the processing of the metal barrel body, the bottom of the barrel, the semi-finished product of the barrel top, the shape of the groove forming curve of the pressure roller, the working limit position of the pressure roller relative to the sealing chuck, the smoothness of the pressure roller, The nature of the sheet, the thickness of the sheet and the feed rate of the press rolls are related.
Among them, the shape of the curved groove formed by the pressure roller and the combined size of the metal barrel body, the bottom of the barrel, and the semi-finished edge of the barrel top are the main influencing factors of the quality of the seven-layer crimping. Because the smoothness of the press roll, the nature of the sheet, the thickness of the sheet, and the feed rate of the press rolls are generally determined for the production of a metal drum manufacturer of a certain specification, and the shape of the groove of the press roll forming curve is It depends on the shape and size of the seven-layer crimp that people design. Taking the design of the pressure roller of a 200-liter steel drum in the form of a seven-layer crimping shape of the shape of FIG. 1 as an example, the shape of the curved groove of the first pressure roller, that is, the pre-rolling roller is relatively simple, generally consisting of a slope of less than 4 The guiding inclined plane of ° is composed of a semi-circular arc surface (the semicircular diameter is larger than the thickness of the barrel plate), and the second pressure roller and the third pressure roller are each a three-section tangent curved surface and A guiding inclined plane is composed. Moreover, from the guiding slope, the variation of the radius value of each arc surface is from large to small. The radius of the arc surface tangent to the guiding slope is the largest (between R10 and R14), the radius of the second arc surface is smaller, and the radius of the third arc surface is the smallest. The key part of the curling deformation is generally between R3 and R4. However, the radius of each arc surface of the second pressure roller is larger than the radius of each arc surface of each of the third pressure rollers (the difference is in the range of 0.5 to 2). However, the inclination of the guiding inclined plane of the second-stage pressure roller is smaller than the inclination of the corresponding inclined surface of the third pressure roller (all less than 4°, the phase difference is in the range of 1° to 2°), and the second lane The depth dimension and width dimension of the key part of the press roll deformation are smaller than the corresponding size of the key part of the third press roll deformation (the difference is about 1, but both are smaller than the corresponding size of the designed seven-layer crimp).

Figure 11 200-liter steel drum seven-layer crimping roller groove curve sample diagram
Figure 11 is a 200-liter steel drum produced by a barrel factory in Jiangsu Province that has reached the requirements of the International Maritime Dangerous Regulations. The second pressure roller and the third road of the semi-circular seven-layer crimping shape as shown in Figure 1. The groove line processing sample diagram of the pressure roller. The above rules can be seen from the figure. It is worth mentioning here that the size of the upper and lower mounting positions of the second and third pressure rollers on the sealing machine is also important. Practice has proved that the limit position of the second pressure roller during its operation, that is, the moment it immediately retreats upwards, and the appropriate distance S1 of the sealing chuck in the up and down direction are five times the thickness of the material thickness of the bottom of the barrel (barrel top). The appropriate distance S2 of the second pressure roller from the upper and lower directions of the sealing chuck when it is about to move upward is the size of the thickness of the material of the bottom of the barrel (top of the barrel) (see Figure 12). Only by installing the pressure roller in this way can the third pressure roller be properly formed into the forming action, thereby realizing the structure of the seven-layer crimping. In addition, it should be noted that in the case where the automatic seam welding process is not used, the edge width value of the seam weld of the barrel body should be minimized (the value of 200 liter steel drum should be controlled between 6 and 10 mm), and should be The two ends of the barrel seam are thinned to reduce the "T-shaped mouth" (the so-called "T-shaped mouth" refers to the joint between the two ends of the barrel seam and the circumference of the barrel, which is the weakest part of the curl.) The thickness of the plate (when not thinned, the thickness of the plate at the edge of the "T-shaped mouth" is 8 layers of material thickness, wherein the barrel body occupies 4 layers, the bottom of the barrel or the top of the barrel occupies 4 layers, and generally the seven layers of the hem The thickness of the plate is 7 layers, of which the barrel body occupies 3 layers, and the bottom of the barrel or the top of the barrel occupies 4 layers, so that it does not produce the "iron tongue" at the "Ding Yukou" due to excess material. Generally speaking, When the "iron tongue" appears at the curling edge, the metal bucket is more likely to leak upon collision.
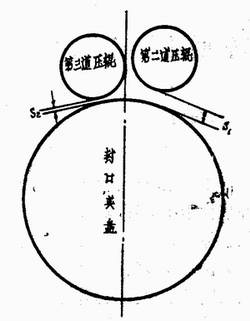
Figure 12 Distance between the sealing chuck and the pressure roller

Figure 13 barrel edge value L', barrel bottom (top) flange value L
In order to ensure the structure and size of the seven-layer crimping, it is first necessary to ensure the structure and size of the metal barrel body, the bottom of the barrel and the semi-finished product of the top of the barrel, especially to ensure the correct and stable combination of the three joint edges. The size of the joint edge combination of the semi-finished metal barrel is determined by the shape and size of the seven-layer crimp designed by the person. The following describes two types of metal barrels of the semi-circular seven-layer crimping of the shape of Figure l, and the material saving material is determined by the barrel edge value L' and the barrel bottom and the top flange flange value L (see The general formula of Figure 13):

In the above formula:
t - barrel or barrel bottom, barrel top material thickness
A - thickness of seven layers of crimping (A = 7t ten 0.25 ~ 0.5)
B——seven-layer crimp width dimension (B=7t+0.25~0.5)
R——the bottom corner of the bucket and the top corner of the bucket
For a true semi-circular seven-layer bead, the values ​​of A and B should be designed to be equivalent, that is, the number of the lateral portion of the central portion of the seven-layer cross-sectional view or the longitudinal portion of the seven-layer cross-sectional view (see Figure 1). The number of layers of the curling layer should be seven layers.
The method of using the above formula is described by taking the calculation of the size of the semi-circular seven-layer crimp of the 200-liter closed steel drum as shown in Fig. 1.
It is known that the material thickness of the 200-liter steel drum body, the bottom of the bucket, and the top of the bucket is t=1.25, the bottom of the bucket and the radius of the top corner of the bucket are R=3, and the thickness A and width B of the semi-circular seven-layer crimp are:
A=B=7t+0.45=9.2
From the (L') type, the barrel edge value L'=18
From the bottom of the (L) bucket, the flange of the bucket top flange value L=29
The above two formulas have been verified by the production practice of the semi-circular seven-layered metal barrels of various specifications manufactured by our factory, which proves that they are practical and effective.
In summary, with the continuous exploration and improvement of the seven-layer crimping process of metal barrels, coupled with the promotion and adoption of the automatic seam welding process, the long-standing barrel industry has caused barrel leakage due to poor curling. The problem will no longer be a big problem. At present, the popularization of the seven-layer crimping advanced technology in the national barrel manufacturers has played a vital role in improving the quality grade of China's metal barrels and the international image.
Leather Storage Ottoman,Storage Ottoman,Leather Ottoman,Round Storage Ottoman
Jiangxi Yingkai Wood Products Co., Ltd. , http://www.anjufurniture.com